�ŷ���ҺλӋ(j��)������P1006�z�����о�
�l(f��)���r(sh��)�g��2019-11-16 �l(f��)�����ߣ�
��ժ Ҫ����Ҫ��B�ķ����Ƕ��ڙz�������������ŷ���ҺλӋ(j��)�������������\(y��n)�Р�r���z�ރ�(n��i)��������z�M�����������ȫע�����(xi��ng)�Լ��|(zh��)�����C��ʩ���
һ���O(sh��)���\(y��n)�Р�r
�����ŷ���ҺλӋ(j��)��������ϵ�y(t��ng)�_܇�ԁ������һֱ�\(y��n)��ƽ��(w��n)�������L(zh��ng)�ڂ������������V6��Һλ�ϝq�������(d��ng)��P1006�r(sh��)�����ԓ�ÙC(j��)��й©���������(du��)ԓ���M(j��n)�Йz�������z��������O(sh��)����Ҫ���g(sh��)����(sh��)Ҋ��1��

�����������Ҫ�z�ރ�(n��i)��
��Ҫ�ęz�ރ�(n��i)�����£�
1��P1006����^��
2��P1006���Q�C(j��)������
3���z���S���g϶�������S�^����(d��ng)�Ƿ����Ҫ��ҕ��r���Q�S�л���S����
4���z��P1006�ڭh(hu��n)ʹ����r�������ҕ��r���a(b��)�ڭh(hu��n)�����
�����z�����Y��������(zh��n)��
1.�z�����߂�ėl��
1��ͣ܇�������ˇ̎���ꮅ���k����ˇ���������������
2�����֮ǰ������z���ˆT����䌍(sh��)ԓ���M(j��n)�����y�T�Ƿ��P(gu��n)�]�����z���M(j��n)���ډ����������_�J(r��n)�Ƿ�ص�й�������Ã�(n��i)�Ƿ�������������늄�(d��ng)�C(j��)�Ƿ�������_���߂�l�����ɲ�ж����ж�r(sh��)���ʹ�÷���������������ж�ˆT���������o(h��)���R��
3�����֮ǰ�z���ˆT��J(r��n)����A(y��)��Σ�U(xi��n)������������ɰ��L(zh��ng)���������ȫ�T���������g(sh��)�T�ͷօ^(q��)�I(l��ng)��(d��o)�����䌍(sh��)���������ÿһλ���әz�����I(y��)�ˆT�J(r��n)������W(xu��)��(x��)���
4����(y��n)���䌍(sh��)��ˇƱ�C�k����������(y��n)���䌍(sh��)�O(sh��)���Ƿ�߂��ж�l�������(y��n)��W(xu��)��(x��)�������A(y��)��Σ�U(xi��n)�����Ρ�
2.�z�ޜ�(zh��n)��
��ǰ��(zh��n)��Ùz����������Q������Č��ù����ߺͲ��ς�������(du��)���I(y��)�ˆT���I(y��)ǰ�M(j��n)�Ќ��I(y��)��ȫ�����������Ɍ��I(y��)�İ�ȫ�������̎�ؓ(f��)؟(z��)�M(j��n)�С����g(sh��)�ˆTҪ��ǰ��(du��)�z���ˆT�M(j��n)�м��g(sh��)�����������_����ȫ�z�͙z���|(zh��)����������z���^������Ҫ�ĵ��b�������������м��g(sh��)�ˆT���z��ʹ���ˆT�_�J(r��n)��ɿ�����������ʹ��������z�����������Ҋ��2��������z���������YҊ��3�������

����������z���E
��1����(li��n)�S����˨��������S���ҵ��_��˨ ����ж����˨���ú�����Ń��S�����ͣ�������o(h��)���R�����������_�C(j��)��ѭ�h(hu��n)�o����·��ӣ��Ȍ������ރ�(n��i)�ļ״��ų����������ռ��ų��ļ״��������״��űM������·���������ú����
��2������^ �����E��������o(h��)���R�������^���mһȦ��ĸ���_2��3�z���ע�ⲻҪ��ȫ���£����_��˨�����˹����������^�γ��������^�·������ռ�������ռ��Ã�(n��i)�����ļ״������ٴ����_���m��ĸ2��3�z������ֱ�����^���m̎¶���^��p϶���ҟo�״���������ĸȫ�������������˹����������^�˳����\(y��n)���z�ޏS����
��3�����y(c��)���S���g϶���S�^����(d��ng) ���~݆������w�Bͬ�f�C(j��)�����������̧�S�����y(c��)��ǰ���S�Џ����S������(d��ng)����������D(zhu��n)���S�y(c��)���S�^����(d��ng)����������(d��ng)≤0.08mm����������(d��ng)≤0.05mm����������S�л���S����(d��ng)�^������Q�S�л���S�������
��4�����Q�C(j��)�� �����S��������C(j��)���S��̎�����Ƀ���������Q���b�C(j��)�⣬���C(j��)�ⰲ�b��λ�����z�鼯�b�C(j��)���(d��ng)�h(hu��n)���ɵĻ��(d��ng)�Ƿ��`����������b�^���д_���C(j��)�≺�w4��(g��)��˨����o��������������w�b���S������������b�~݆����z���~݆�ڭh(hu��n)�����w�ڭh(hu��n)�Ƿ�ĥ�p����ڭh(hu��n)�g϶Ҋ��4��ҕ��r��܇�ڭh(hu��n)���

��5�����^���b ���z���ꮅ�ı��^�\(y��n)���F(xi��n)��(ch��ng)�����úñ��^�|Ƭ�����������^�b���Ú������b���^���m��˨���o���������o���^����Ҫ��(du��)�Ǿ���o�̡�ע����b���^�^���з�ֹ�|Ƭ������������S���Ҽ�ע��(r��n)�������
��6��늄�(d��ng)�C(j��)���� �����^���m��˨��ȫ�o����(li��n)�S���M(j��n)�д�������������^����ͨ�^�{(di��o)��늄�(d��ng)�C(j��)�c����֮�g�ĉ|Ƭ��ȁ팍(sh��)�F(xi��n)���늄�(d��ng)�C(j��)�c����֮�g�ĉ|Ƭ��Ȳ���(y��ng)���^13mm���|Ƭ��(sh��)������(y��ng)���^5Ƭ������������Sƫ��Ҋ��5��

��7�����b�C(j��)���ѭ�h(hu��n)��· ���r(sh��)���Q�ܷ�����_����������b��oй©��������S���Ҽ������֪ͨ��ˇ�ˆT�����Ӽ״��������F(xi��n)��(ch��ng)�l(w��i)��������(zh��n)��ԇ܇�(y��n)��������z��܇�gؓ(f��)؟(z��)(li��n)ϵ�ϳ�܇�g�(y��n)�մ_�J(r��n)��������k���O(sh��)�佻������
��������O(sh��)��z���(y��n)��(bi��o)��(zh��n)
�ŷ���ҺλӋ(j��)�����Ùz�����������(xi��ng)ָ��(bi��o)��(y��ng)�����O(sh��)��S�o(h��)�z��Ҏ(gu��)�������O(sh��)�䱾�w�������Ƀ�������o�����s���������h(hu��n)���Ͱ�ȫ���ϼ��g(sh��)Ҫ��������㲿����ϴ���Ý�����������Ҫ��λ�ɽM�L(zh��ng)������������C(j��)�����g(sh��)�T���P(gu��n)�������ԇ�\(y��n)�кϸ�����������(y��ng)�k���(y��n)�����m(x��)�������C(j��)�������x��ˇ�ķ����z����(j��ng)�ķ��J(r��n)�ɺ��ƽ���ˇ���
�����O(sh��)���ˆT��ȫ�����c(di��n)
���ա�������I(y��)��ȫ���a(ch��n)�����ƶȡ����������P(gu��n)��ȫҎ(gu��)���������O(sh��)�佻���z��ǰ���k���Ùz���S���C������֪ͨ�κ��A(y��)Σ�����Ρ��㲿����жǰ�������Ø�(bi��o)ӛ��ӛ�������b��ϕr(sh��)��(y��ng)ʹ�Ì��ù��ߣ���(y��n)��Ұ�U��ж����������o(h��)�þ��ܱ�������z�ެF(xi��n)��(ch��ng)�㲿����(y��ng)�[�����R�����ܲ�����(y��ng)���ڌ������(n��i)��������_�����йܿ�Ҫ����������ʩ���ˆT��횇�(y��n)����Ҏ(gu��)������ڱ���Ʒ�������I(y��)����f(xi��)�{(di��o)ʩ���������(y��n)��äĿ���I(y��)����
����������I(y��)�İ�ȫ�h(hu��n)������
�z���^���а�ȫ�h(hu��n)��Σ�U(xi��n)�����У�
��1���h(hu��n)������ ˮ��Ⱦ��������Ⱦ�ͼ״���Ⱦ�����
��2����ȫ���� ˤ�������҂����������̓�������
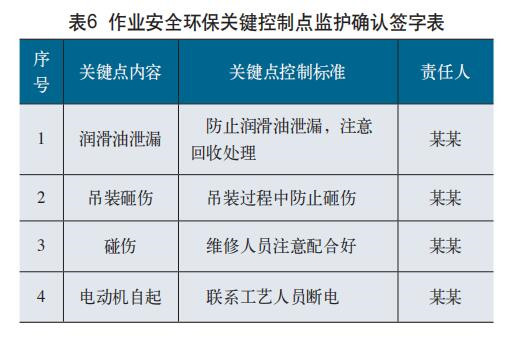
������������������������Ԍ�(du��)�P(gu��n)�I�����c(di��n)�M(j��n)�Ї�(y��n)��ѿأ�Ҋ��6����
��������Y(ji��)�Z
���ϴ�ʩ��(zh��)�еĹ��������ֶΣ��ŷ���ҺλӋ(j��)�M(j��n)�ϱ�̎���ϸɽ��ܲ�z�΄�(w��)����������b�r(sh��)��횎���ȫñ���������(y��n)���䌍(sh��)��ˇƱ�C�k�����������(y��n)���䌍(sh��)�O(sh��)���Ƿ�߂��ж�l���������(y��n)��W(xu��)��(x��)�������A(y��)��Σ�U(xi��n)�����Ρ�ͨ�^��Ӗ(x��n)����ԇ����ˆT����������������ˆT����ȱʧ���������
 �ھ��ͷ�1̖(h��o)
�ھ��ͷ�1̖(h��o)

